Габаритные размеры протяжки + протяжка зависят от типа протяжки и могут быть:
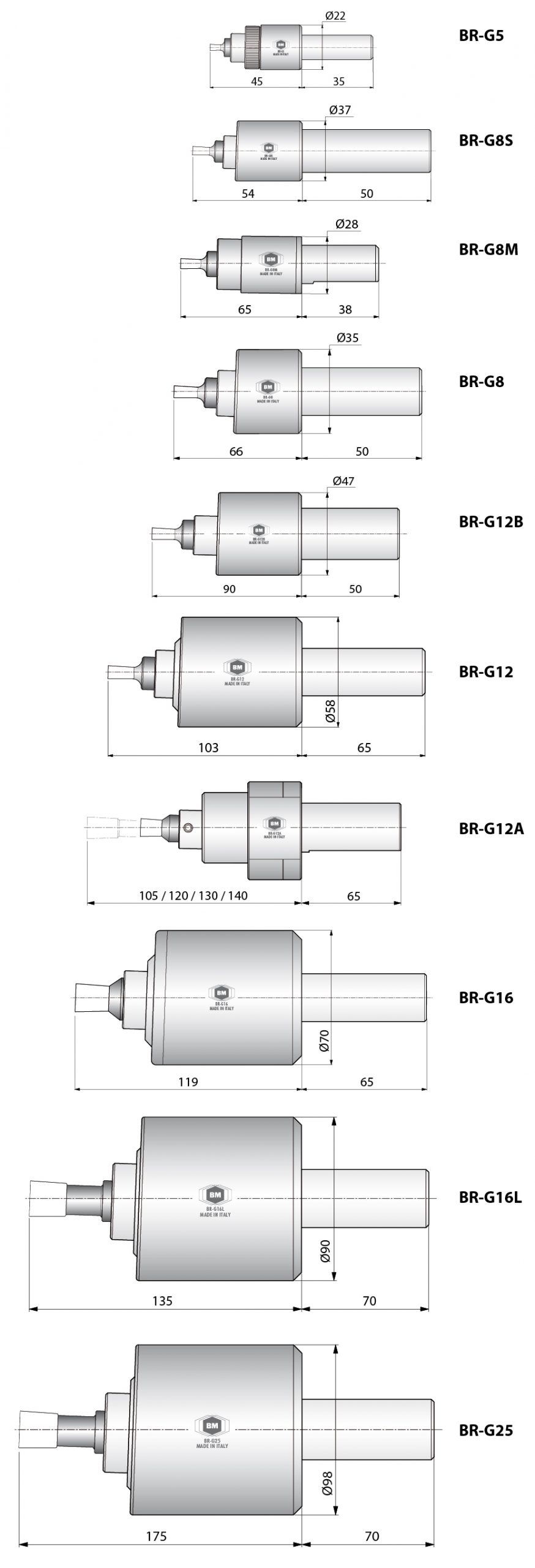

Габаритные размеры протяжки + протяжка зависят от типа протяжки и могут быть:
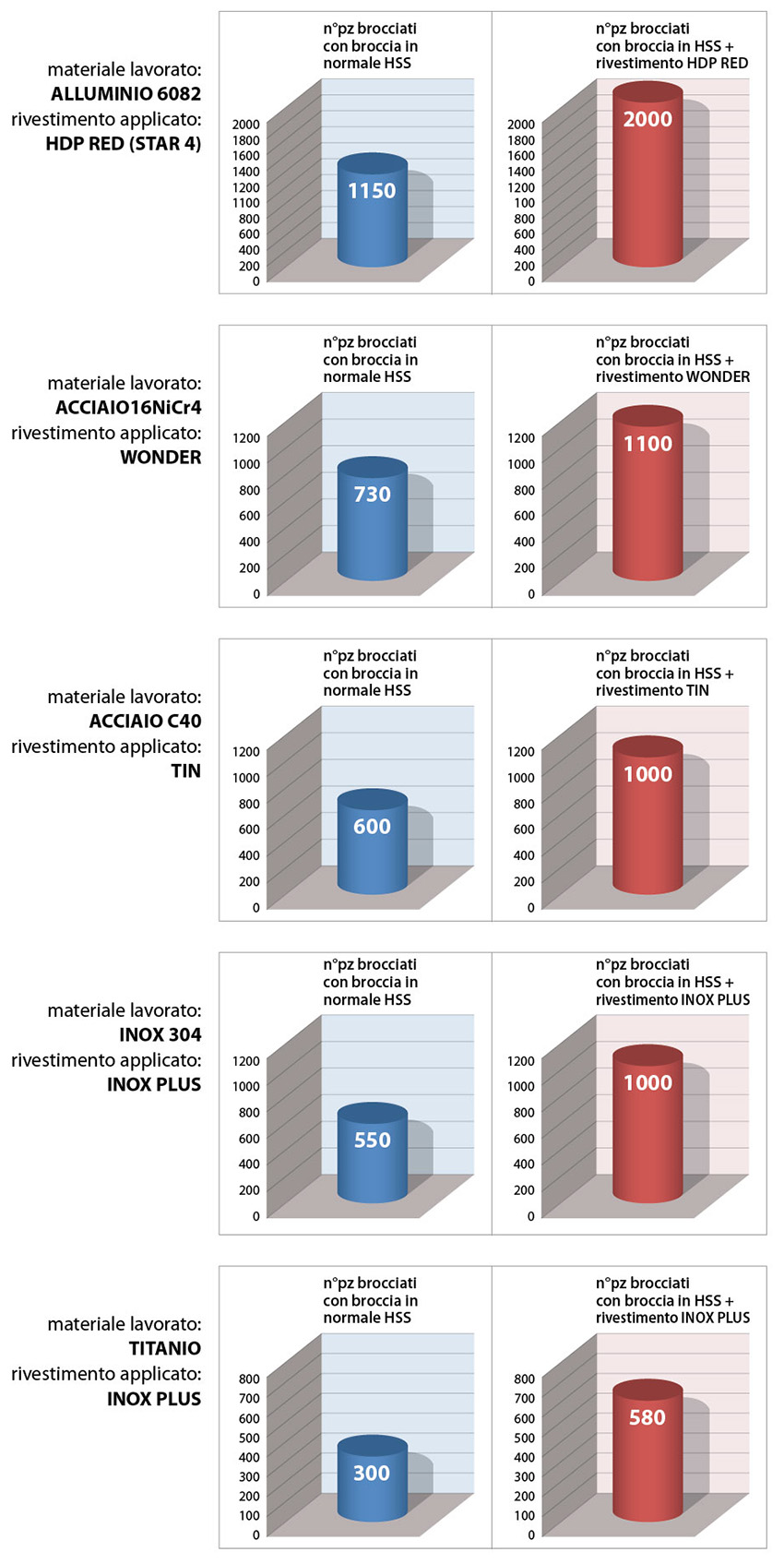
Срок службы инструментов Brighetti пропорционален условиям эксплуатации, более или менее правильным, характеристикам обрабатываемого материала и количеству снятого материала по отношению к выполняемому участку.
Советы по увеличению срока службы протяжки
1) Используйте достаточно жесткий станок, чтобы выдержать сильные осевые нагрузки, которые могут вызвать вибрацию и/или изгиб.
2) Более длительный срок службы достигается путем регулярной проверки режущей кромки инструмента и, при необходимости, легкой переточки до чрезмерного износа кромки.
Обрезка может выполняться плоско (нулевой угол наклона).
При повторной заточке инструмента размер профиля постепенно уменьшается, примерно на 0,01 на каждую десятую часть снятого мм. Напротив, матрицы для внешних профилей имеют постепенно увеличивающееся сечение реза.
Поскольку необходимо, чтобы ось резания была концентрична оси заготовки, необходимо, чтобы выступ инструмента из стола протяжки постоянно оставался равным:
— 45 мм для G16L
— 25 мм для G12 и G16
— 18 мм для G8
— 10 мм для G5
Если перешлифовка превышает 1 мм, необходимо компенсировать ее с помощью шлифованной шайбы, устанавливаемой на хвостовик инструмента для восстановления этого измерения.
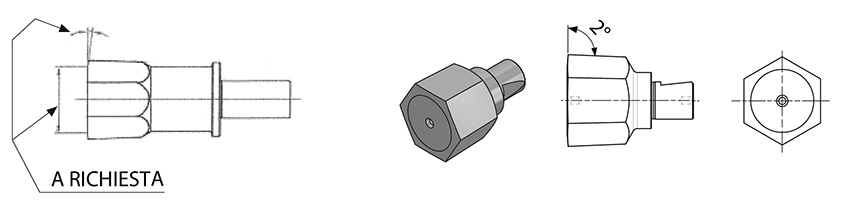
ВИДЫ ЗАТОЧКИ ПО ЗАПРОСУ В ЗАВИСИМОСТИ ОТ ТИПА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА
СТАНДАРТНАЯ ШЛИФОВКА ‘Brighetti Meccanica
Заточка с плоской поверхностью и углом наклона 2°.

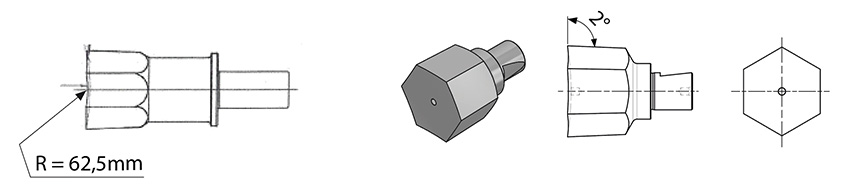
ИЗМЕЛЬЧЕНИЕ ЧАШЕК
Заточка по запросу для цветных материалов и нержавеющих сталей с Rm менее 900 Н/мм2 с углом наклона 2°.
ПЛОСКОЕ ШЛИФОВАНИЕ ПЕРПЕНДИКУЛЯРНО РЕЖУЩЕЙ КРОМКЕ
Заточка по запросу для чугуна и нержавеющих сталей с Rm выше 900 Н/мм2 с углом наклона 2°.
При обработке квадратных карьеров следует помнить, что количество удаляемого материала почти в два раза больше, чем в шестиугольном карьере, поэтому усилие, которое необходимо приложить, больше. Для этих процессов обычно требуются очень жесткие и мощные машины.
Если это возможно, особенно за пределами 20-миллиметрового квадрата, следует использовать определенные приемы:
1) предварительное отверстие всегда должно быть как можно больше
2) когда это возможно, рекомендуется попросить снять фаску с кромки, чтобы убрать острый край, который является самым хрупким местом инструмента (см.«ВИДЫ ЗАТОЧКИ, ЗАЩИЩАЮЩИЕ КРОМКИ ОТ ИЗНОСА«).
3) если требуется квадратное сечение с четырьмя полными плоскостями, можно использовать UT-SQ.
Разумеется, те же соображения относятся и к выполнению больших шестигранных пазов, обычно более 26 мм.
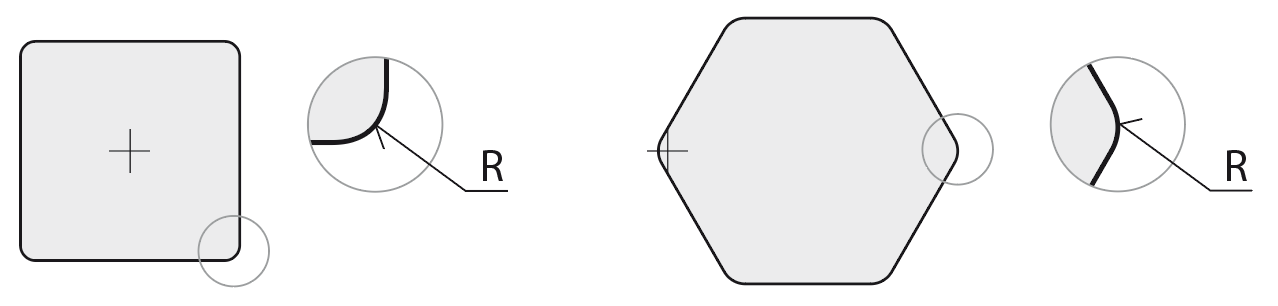
ВИДЫ ЗАТОЧКИ ПО ЗАПРОСУ, КОТОРЫЕ ЗАЩИЩАЮТ ПРОТЯЖКИ ОТ ИЗНОСА
Чтобы избежать или исключить возможное разрушение/заломы кромок из-за прочности материала, протяжки могут быть заточены, как показано на следующих рисунках:
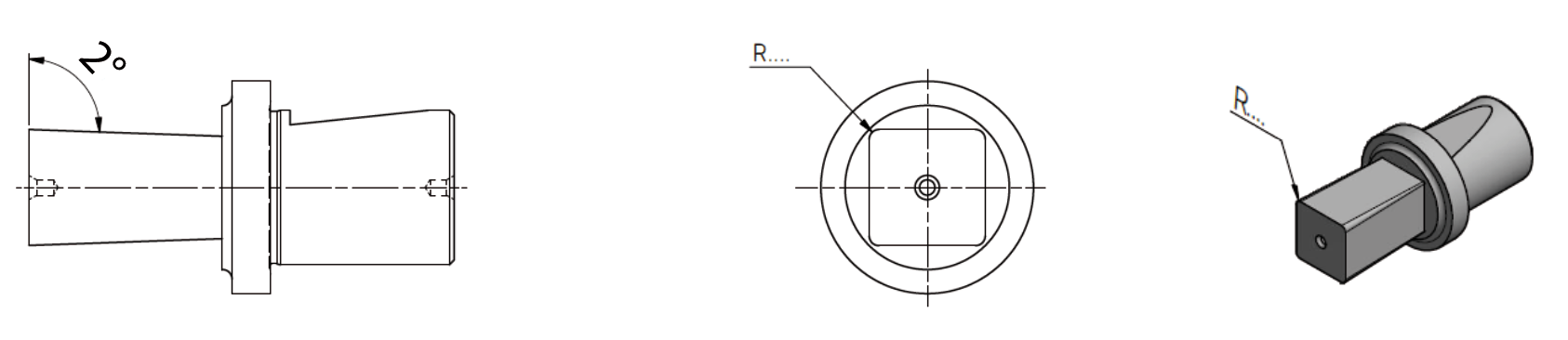
РЕБРА С РАДИУСОМ
квадратный/шестигранный профиль
Квадратная протяжка с RAGED SPIGULARS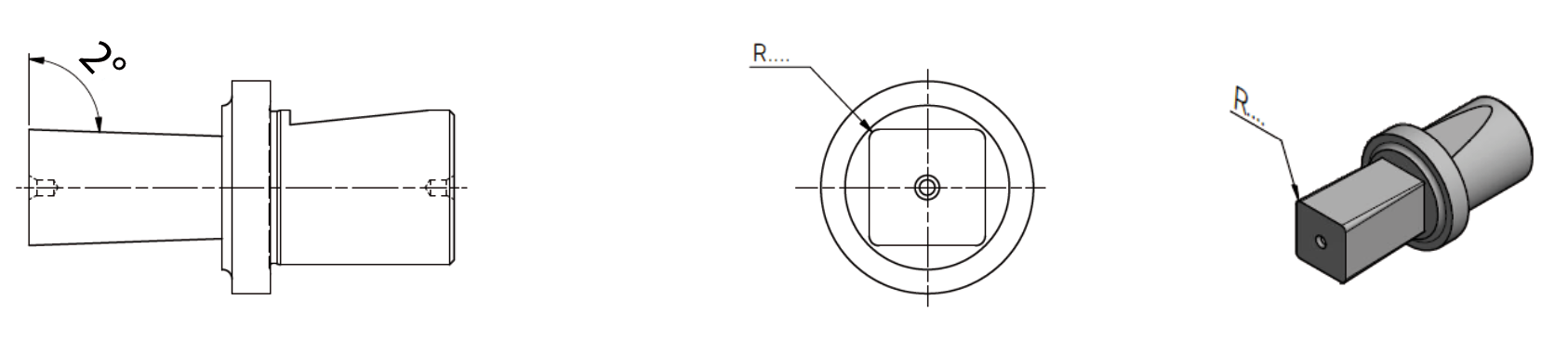
КРАЯ С ДИАМЕТРОМ ГРУНТА
квадратный/шестигранный профиль
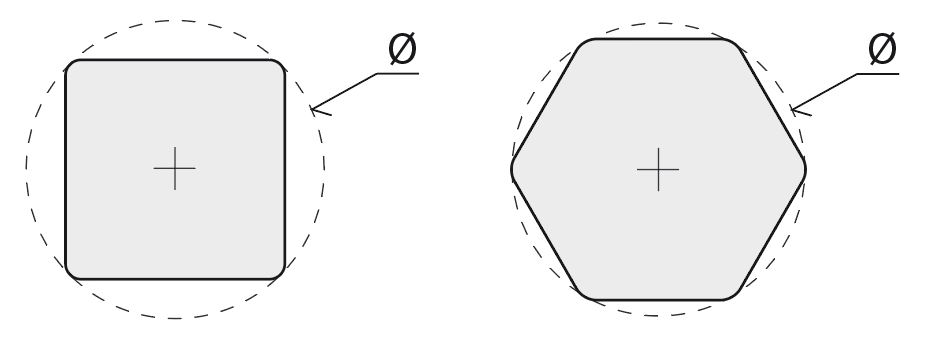
Квадратная протяжка с РЕКТИФИЦИРОВАННЫМИ СПИРИТАМИ
КРАСИВЫЕ КРАСКИ
квадратный/шестигранный профиль
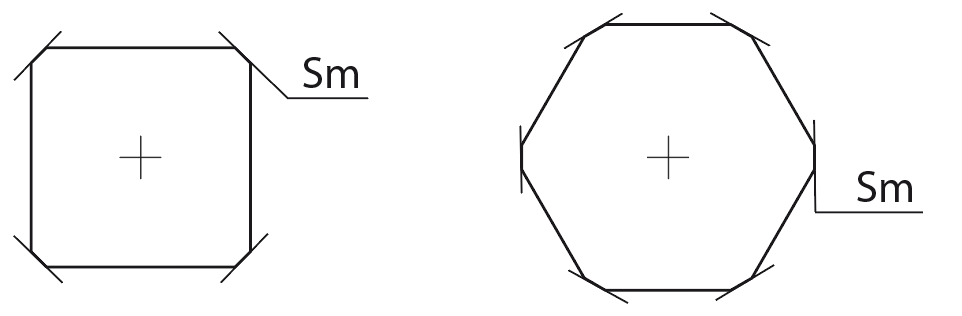
Квадратная протяжка с тупыми краями

ОБРАБОТКА СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
1 — ЭВОЛЮЦИОННЫЕ ЗУБЫ (например, DIN 5480):
2 — ОТСУТСТВИЕ ЗУБОВ:
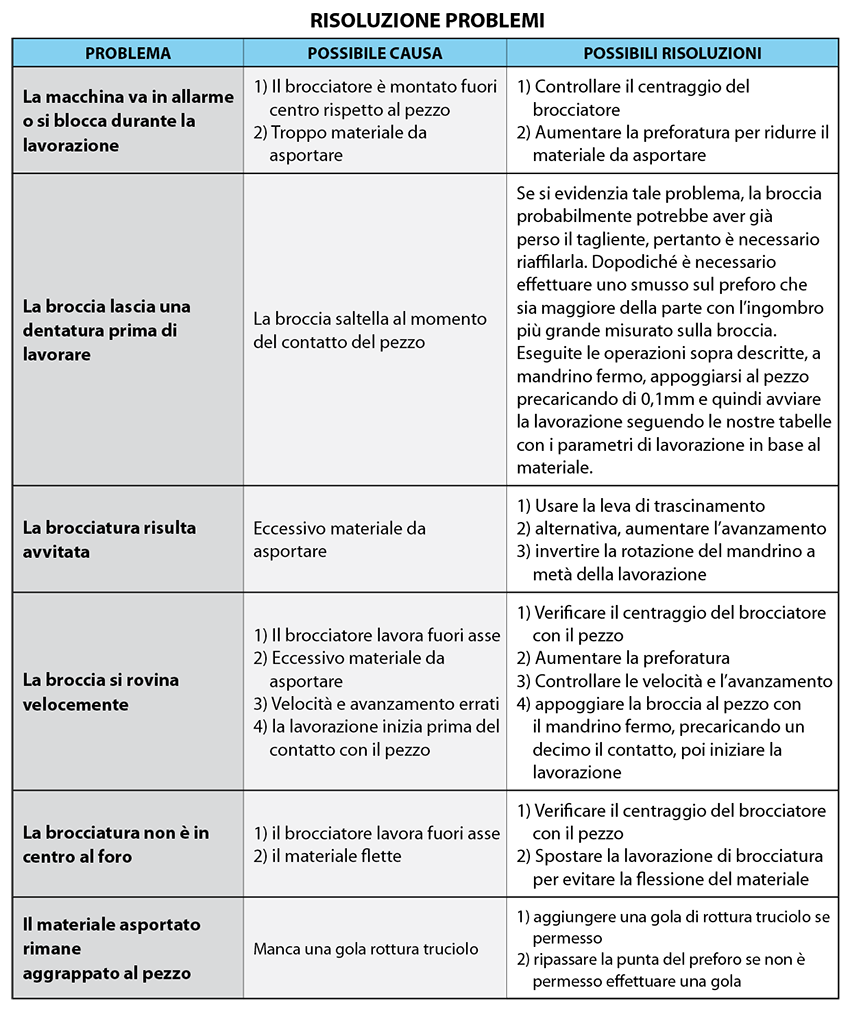
Вот несколько советов по решению проблем во время обработки: