The overall dimensions of broach + broach vary according to the type of broach and can be:
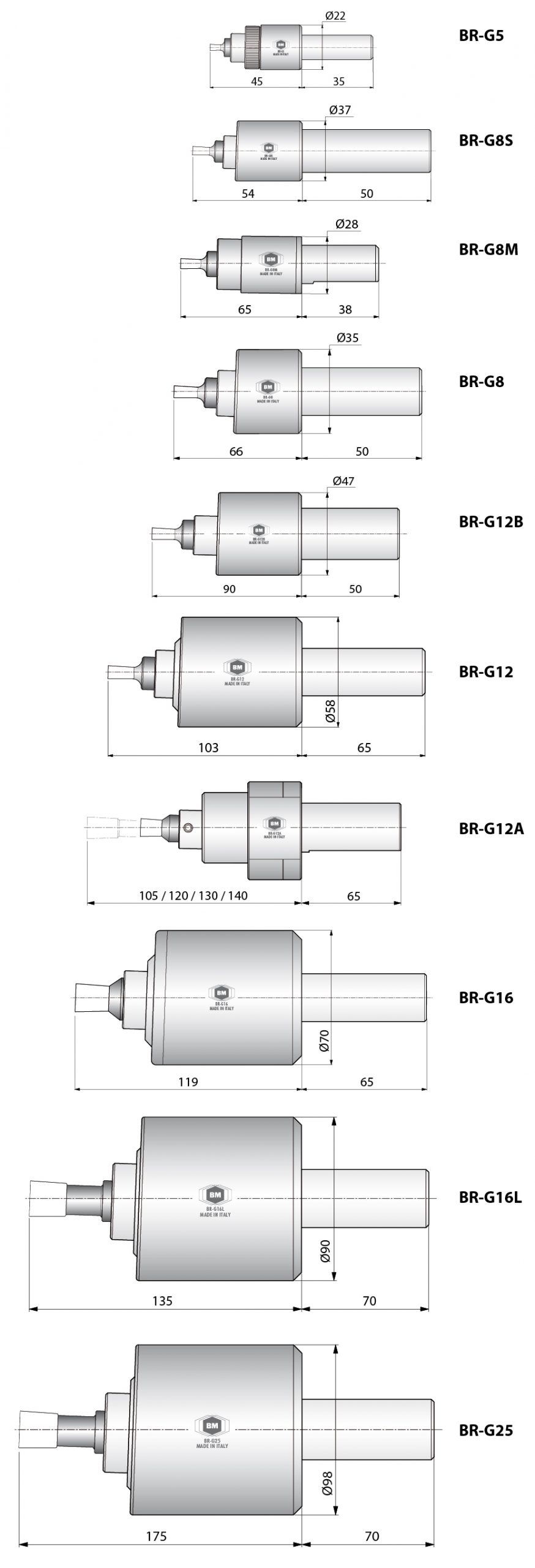

The overall dimensions of broach + broach vary according to the type of broach and can be:
The service life of Brighetti tools is proportionate to the conditions of use, more or less correct, the characteristics of the material to be machined, and the amount of material removed according to the section to be performed.
Tips to ensure longer broach life
1) Use a machine tool that is rigid enough to withstand strong axial thrusts that can cause vibration and/or bending.
2) Longer service life is achieved by checking, at regular times, the cutting edge of the tool and, if necessary, intervening with light front resharpening before the edges become excessively worn.
Refinishing can be performed flat (zero rake angle).
By resharpening the tool, the profile size is gradually reduced, about 0.01 for every tenth of a mm removed. In contrast, matrices for external profiles have a progressively increasing cutting section.
Since it is necessary to keep the cutting axis concentric to the axis of the workpiece, it is necessary that the protrusion of the tool from the broaching table remain constantly by:
– 45 mm for the G16L
– 25 mm for G12 and G16
– 18mm for the G8
– 10 mm for the G5
In case the regrind exceeds 1 mm it will be necessary to compensate with a ground washer to be mounted on the tool shank to restore that measurement.
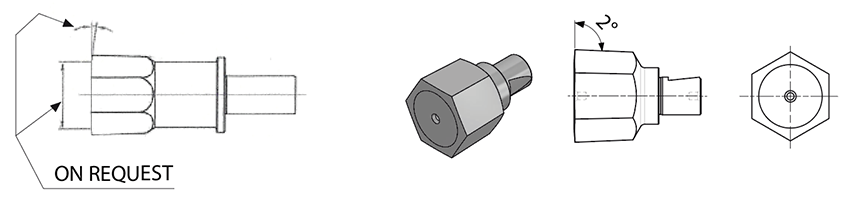
TYPES OF SHARPENING ON REQUEST RELATIVE TO THE TYPE OF MATERIAL TO BE PROCESSED
STANDARD SHARPENING “Brighetti Meccanica”
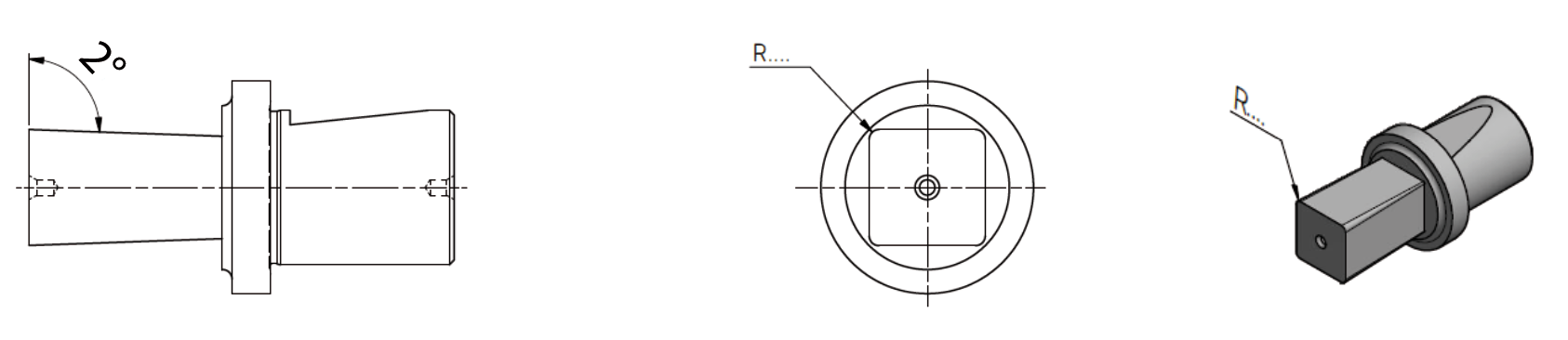
Sharpening with flat surface and 2° rake angle.

CUP SHARPENING
On-demand sharpening for nonferrous materials and stainless steels with Rm less than 900N/mm2 with 2° rake angle.
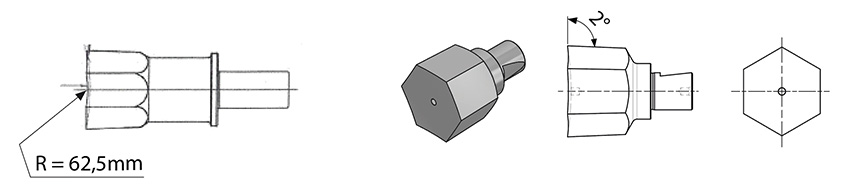
FLAT SHARPENING PERPENDICULAR TO THE CUTTING EDGE
On-demand sharpening for cast iron and stainless steels with Rm greater than 900 N/mm2 with 2° rake angle.
In machining square quarries, it is good to remember that the amount of material to be removed is almost twice as much as in a hexagonal quarry, so the thrust to be exerted is greater. These processes normally require very stiff machines with considerable power.
If it is possible, especially beyond the 20mm framework, some tricks should be used:
1) the prehole should always be as large as possible
2) when possible, request to chamfer the edges so as to remove the sharp edge that is the most fragile point of the tool (see “TYPES OF SHARPENING THAT PROTECT BROCKS FROM WEAR“)
3) If the square section is requested with the full four floors, a UT-SQ to stow may be used.
Of course, the same considerations apply to the execution of large hexagonal slots usually over 26 mm.
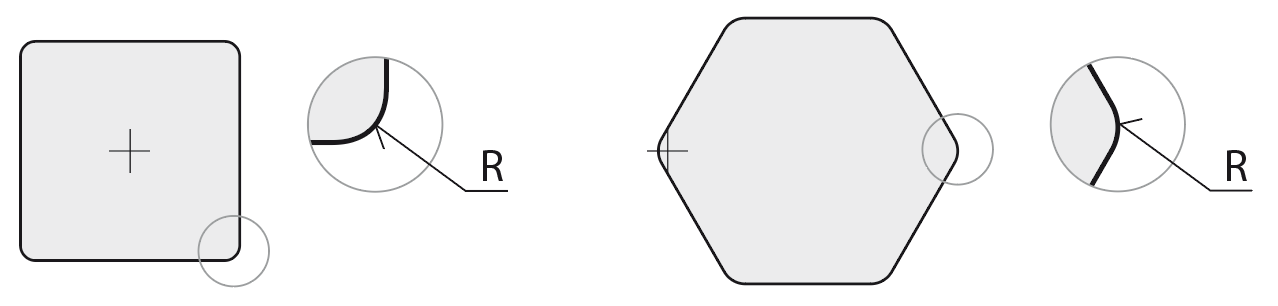
ON-DEMAND SHARPENING TYPES THAT PROTECT BROACHES FROM WEAR AND TEAR
To avoid or obviate possible edge breaking/chipping due to the strength of the material, broaches can be sharpened as shown in the following figures:
EDGES WITH RADIUS
square / hexagonal profile
Square broach with SPIGULAR SPIGULARS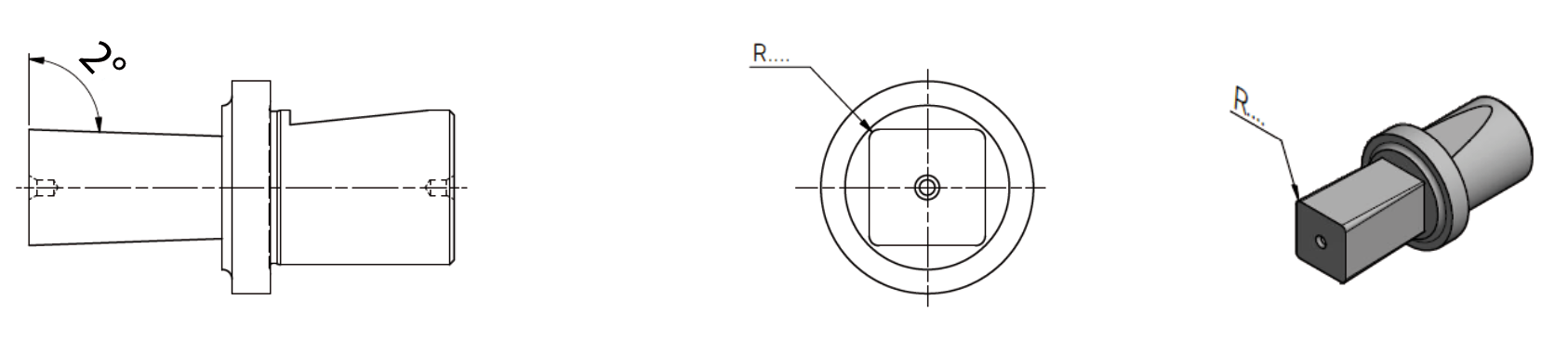
EDGES WITH GROUND DIAMETER
square / hexagonal profile
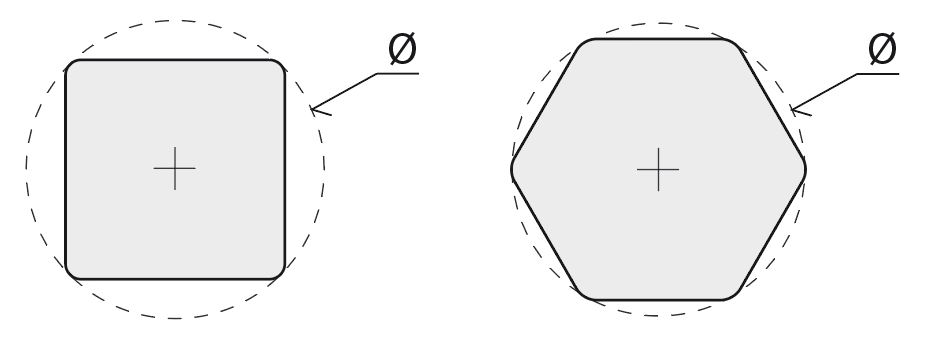
Square broach with RECTIFIED SPIRITS
BEVELED EDGES
square / hexagonal profile
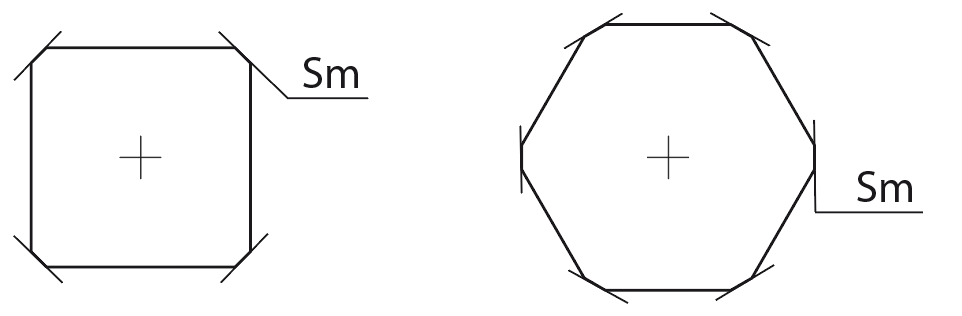
Square broach with blunted spikes

MACHINING SPECIAL PROFILES
1 – EVOLVING TEETHING (e.g. DIN 5480):
2 – MISSING TEETH:
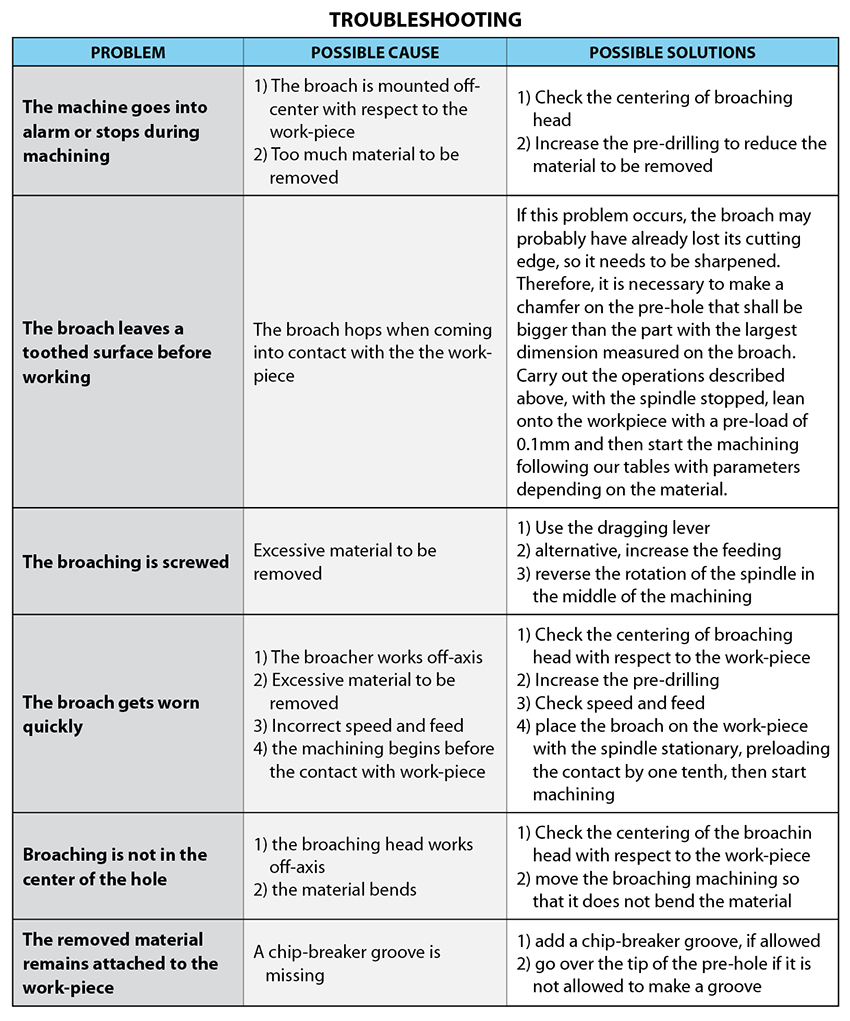
Here are some pointers for solving problems during machining: