Las dimensiones totales de la brocha + brocha varían según el tipo de brocha y pueden ser:
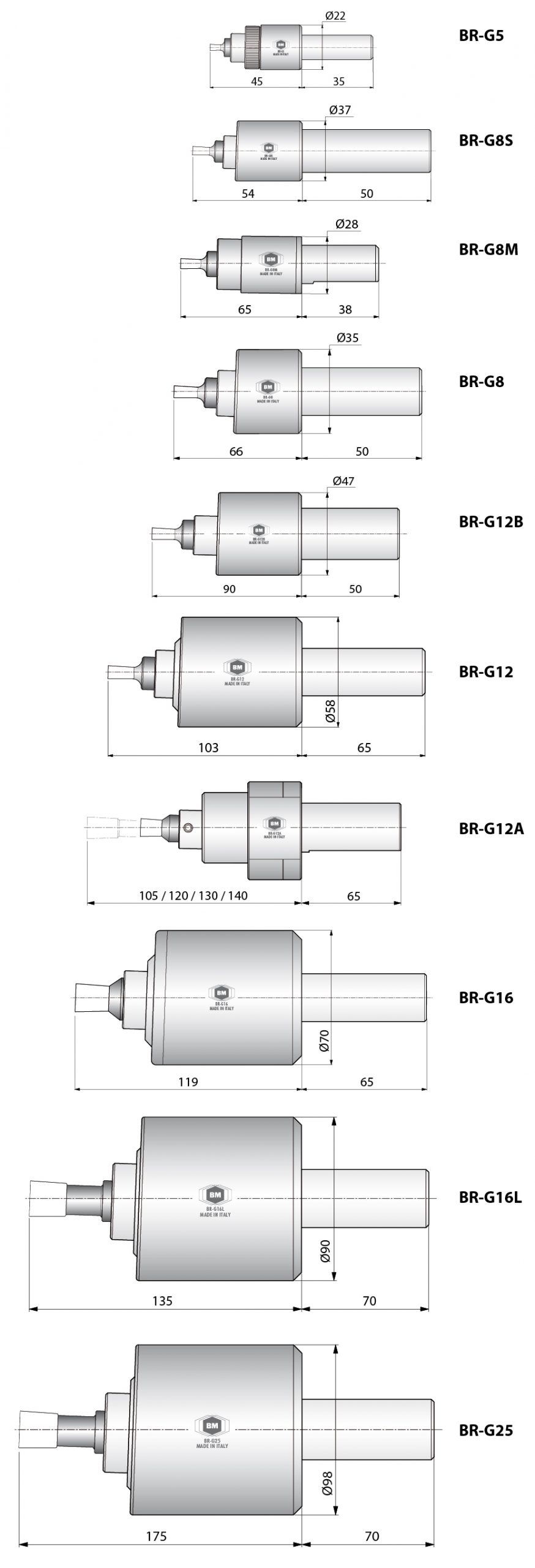

Las dimensiones totales de la brocha + brocha varían según el tipo de brocha y pueden ser:
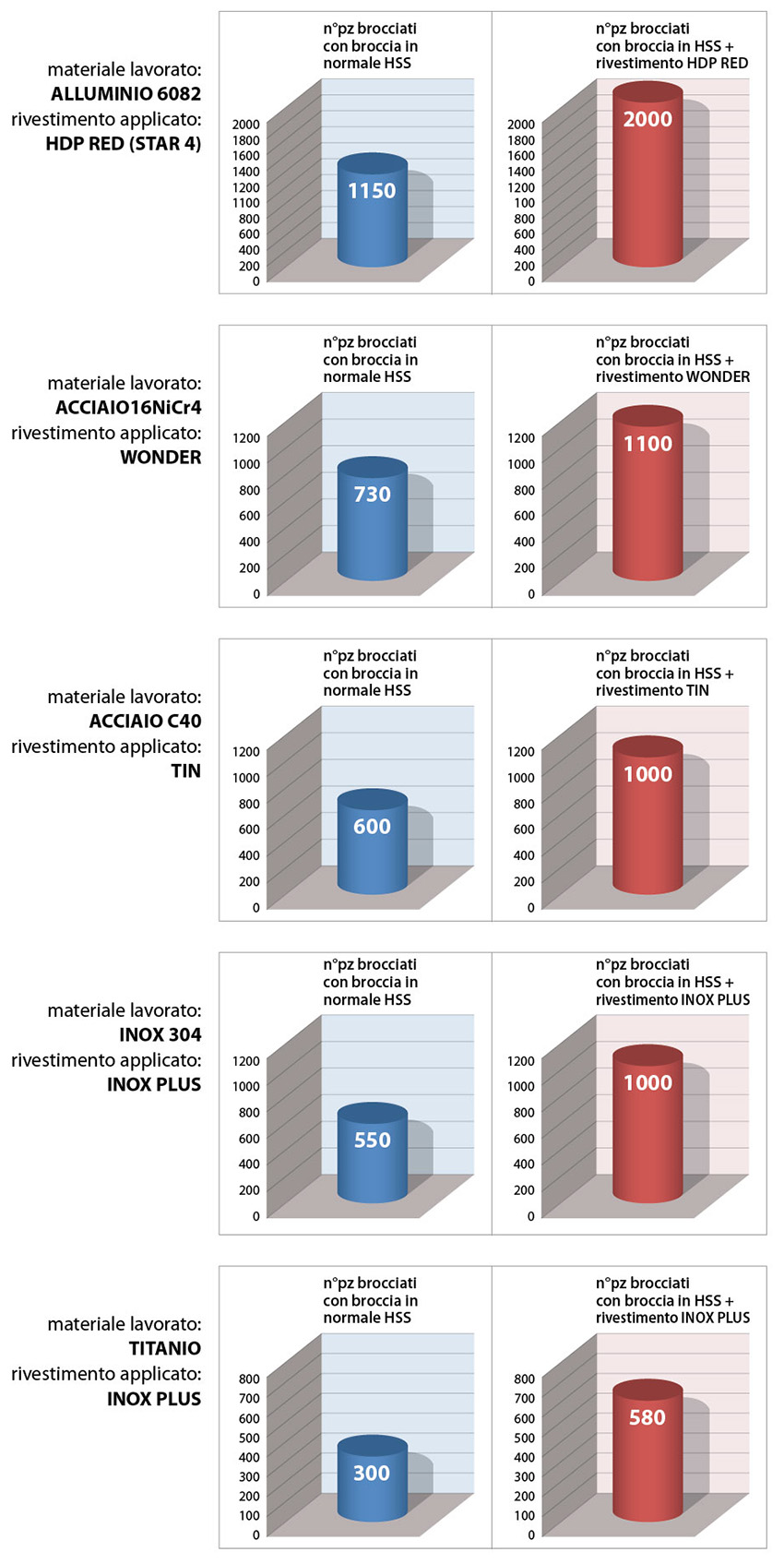
La vida útil de las herramientas Brighetti es proporcional a las condiciones de uso, más o menos correctas, a las características del material a mecanizar y a la cantidad de material eliminado en relación con la sección a realizar.
Consejos para alargar la vida de las brochas
1) Utilice una máquina-herramienta lo suficientemente rígida como para soportar fuertes empujes axiales que puedan provocar vibraciones y/o flexiones.
2) Se consigue una mayor vida útil comprobando el filo de la herramienta a intervalos regulares y, si es necesario, interviniendo con un ligero reafilado antes de que los filos se desgasten excesivamente.
El recorte puede realizarse en plano (ángulo de inclinación cero).
Al reafilar la herramienta, el tamaño del perfil se reduce progresivamente, aproximadamente 0,01 por cada décima de mm eliminada. En cambio, las matrices para los perfiles exteriores tienen una sección de corte progresivamente creciente.
Como es necesario mantener el eje de corte concéntrico al eje de la pieza, es necesario que el saliente de la herramienta de la mesa de brochado permanezca constantemente de:
– 45 mm para la G16L
– 25 mm para G12 y G16
– 18mm para el G8
– 10 mm para el G5
Si el reafilado supera 1 mm, será necesario compensar con una arandela rectificada que se montará en el mango de la herramienta para restablecer esta medida.
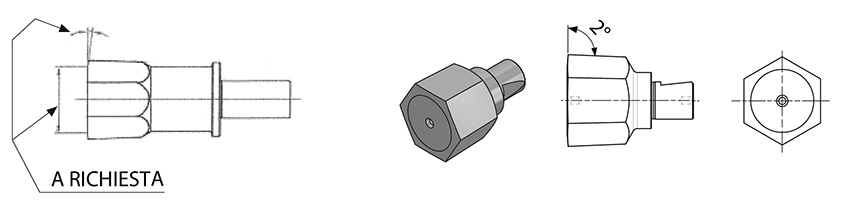
TIPOS DE AFILADO A PETICIÓN SEGÚN EL TIPO DE MATERIAL A MECANIZAR
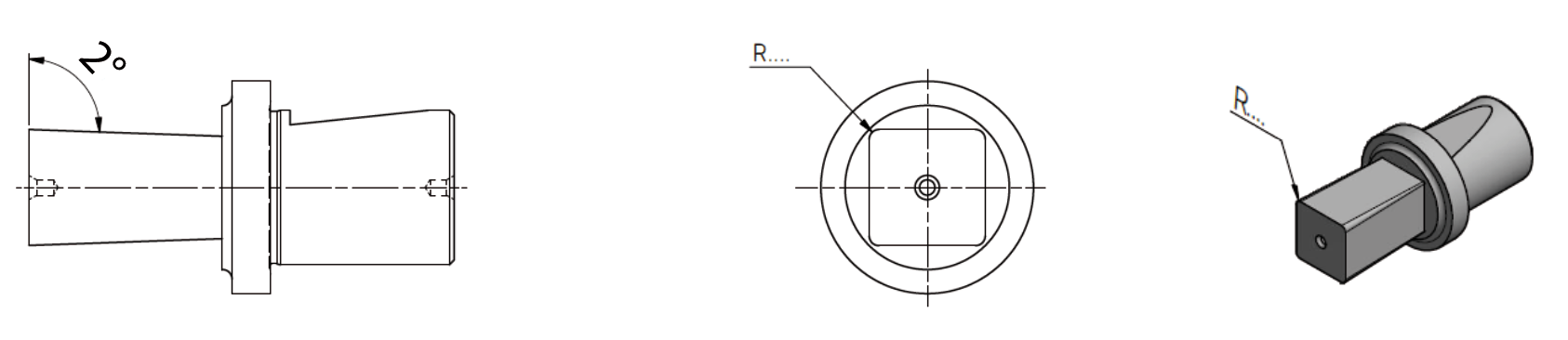
AFILADO ESTÁNDAR ‘Brighetti Meccanica
Afilado con superficie plana y ángulo de inclinación de 2°.

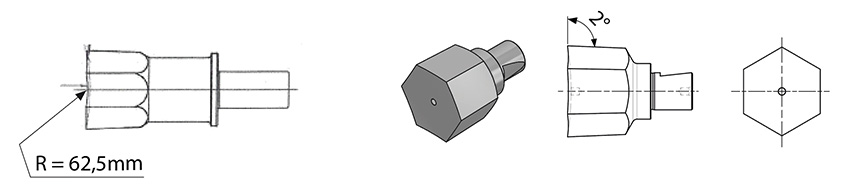
MOLIENDA DE COPA
Afilado a petición para materiales no ferrosos y aceros inoxidables con Rm inferior a 900N/mm2 con ángulo de rastrillo de 2°.
RECTIFICADO PLANO PERPENDICULAR AL FILO DE CORTE
Afilado a petición para hierro fundido y aceros inoxidables con Rm superior a 900 N/mm2 con ángulo de inclinación de 2°.
En el mecanizado de canteras cuadradas, hay que tener en cuenta que la cantidad de material a retirar es casi el doble que en una cantera hexagonal, por lo que el empuje a ejercer es mayor. Estos procesos requieren normalmente máquinas muy rígidas y potentes.
Si es posible, sobre todo más allá del cuadrado de 20 mm, hay que utilizar ciertos trucos:
1) el agujero previo debe ser siempre lo más grande posible
2) siempre que sea posible, es aconsejable pedir el achaflanado de los bordes para eliminar el filo, que es el punto más frágil de la herramienta (ver«TIPOS DE AFILADO QUE PROTEGEN LAS ROTURAS DEL DESGASTE«)
3) si se solicita la sección cuadrada con los cuatro planos completos, se puede utilizar un UT-SQ.
Por supuesto, las mismas consideraciones se aplican a la ejecución de grandes ranuras hexagonales, normalmente de más de 26 mm.
TIPOS DE AFILADO A PETICIÓN QUE PROTEGEN LAS BROCHAS DEL DESGASTE
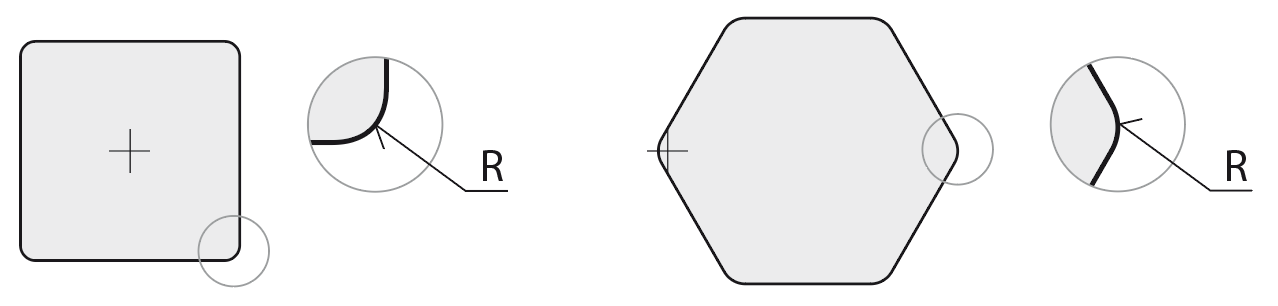
Para evitar u obviar la posible rotura de aristas debido a la resistencia del material, las brochas pueden afilarse como se muestra en las siguientes figuras:
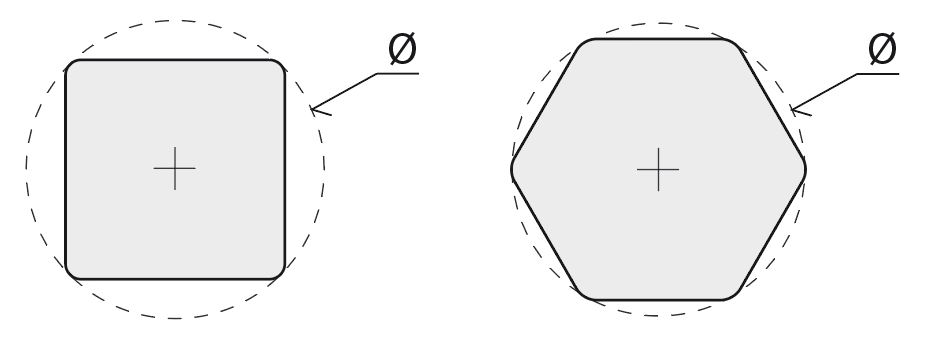
BORDES CON RADIO
perfil cuadrado/hexagonal
Broche cuadrado con ESPIGUILLA RAGADA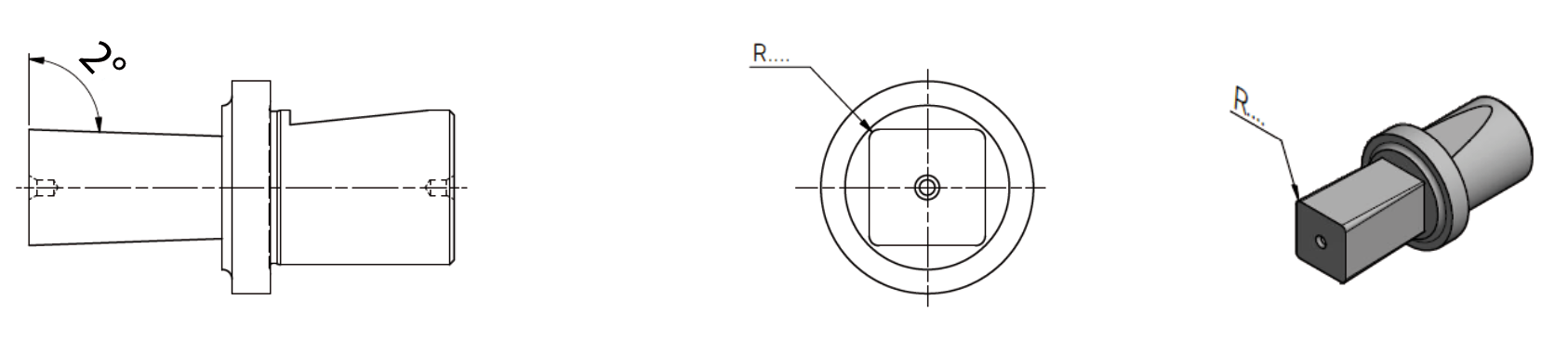
BORDES CON DIÁMETRO DE TIERRA
perfil cuadrado/hexagonal
Broche cuadrado con ESPIRITAS RECTIFICADAS
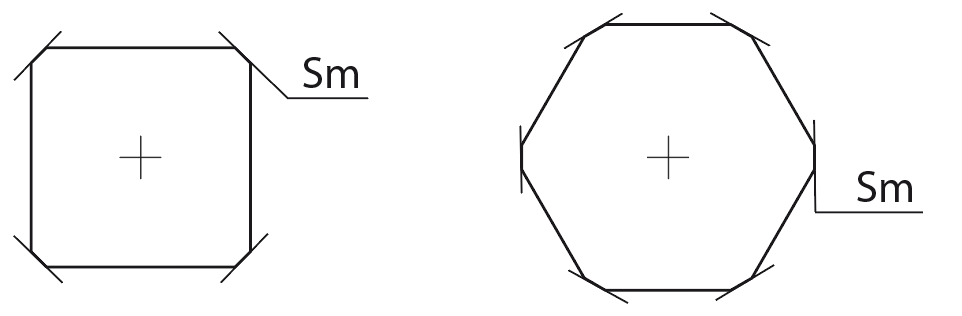
BORDES BEAVELLADOS
perfil cuadrado/hexagonal
Brocha cuadrada con bordes romos

MECANIZADO DE PERFILES ESPECIALES
1 – DENTADO EVOLUTIVO (por ejemplo, DIN 5480):
2 – FALTA DE DIENTES:
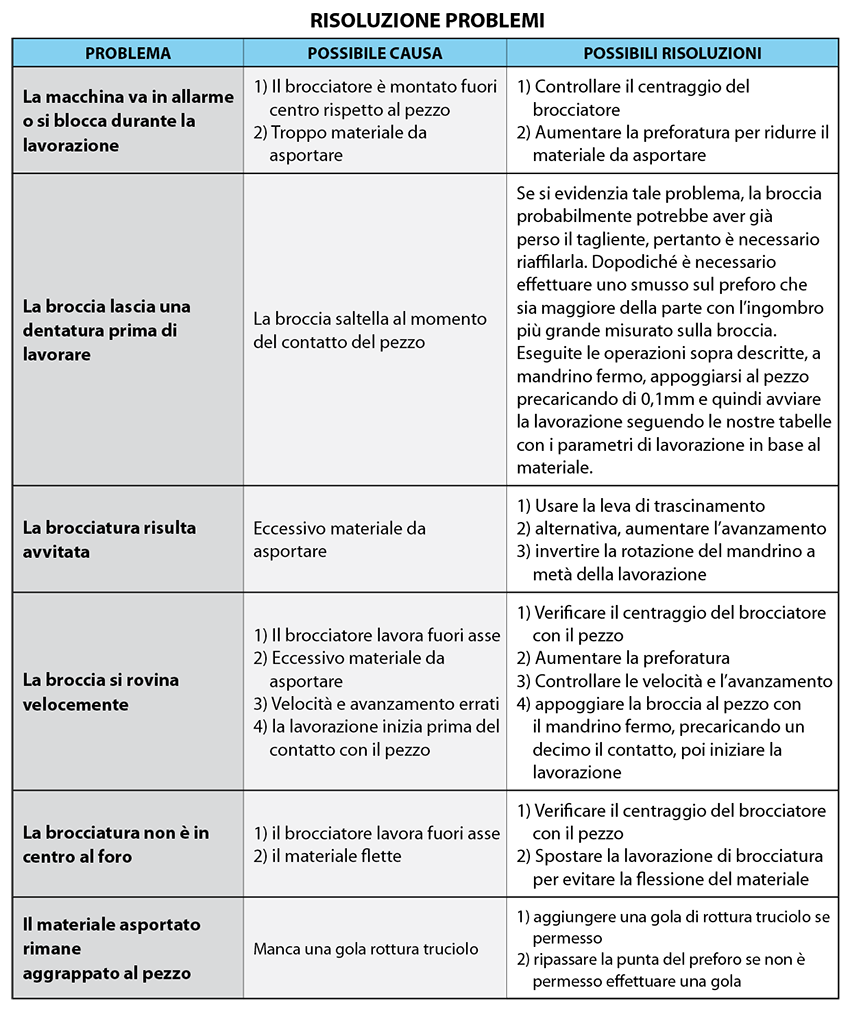
A continuación, algunos consejos para resolver problemas durante el mecanizado: