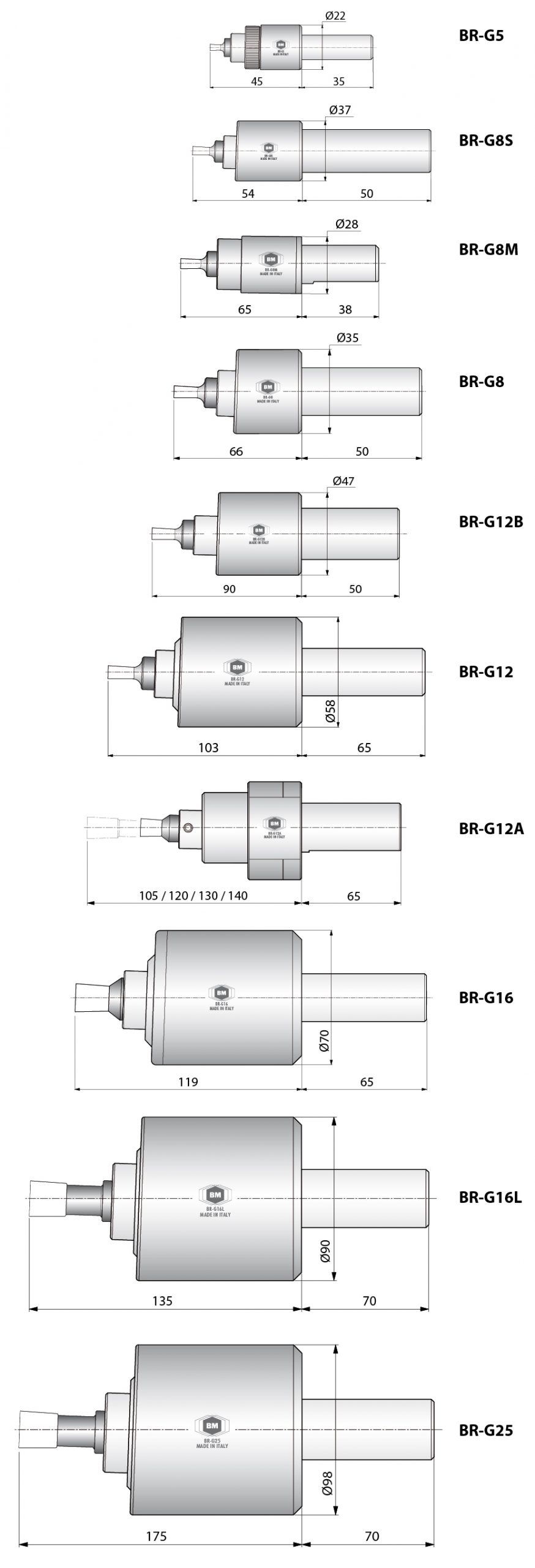
Le dimensioni d’ingombro brocciatore + broccia variano a seconda della tipologia di brocciatore e possono essere:

Le dimensioni d’ingombro brocciatore + broccia variano a seconda della tipologia di brocciatore e possono essere:
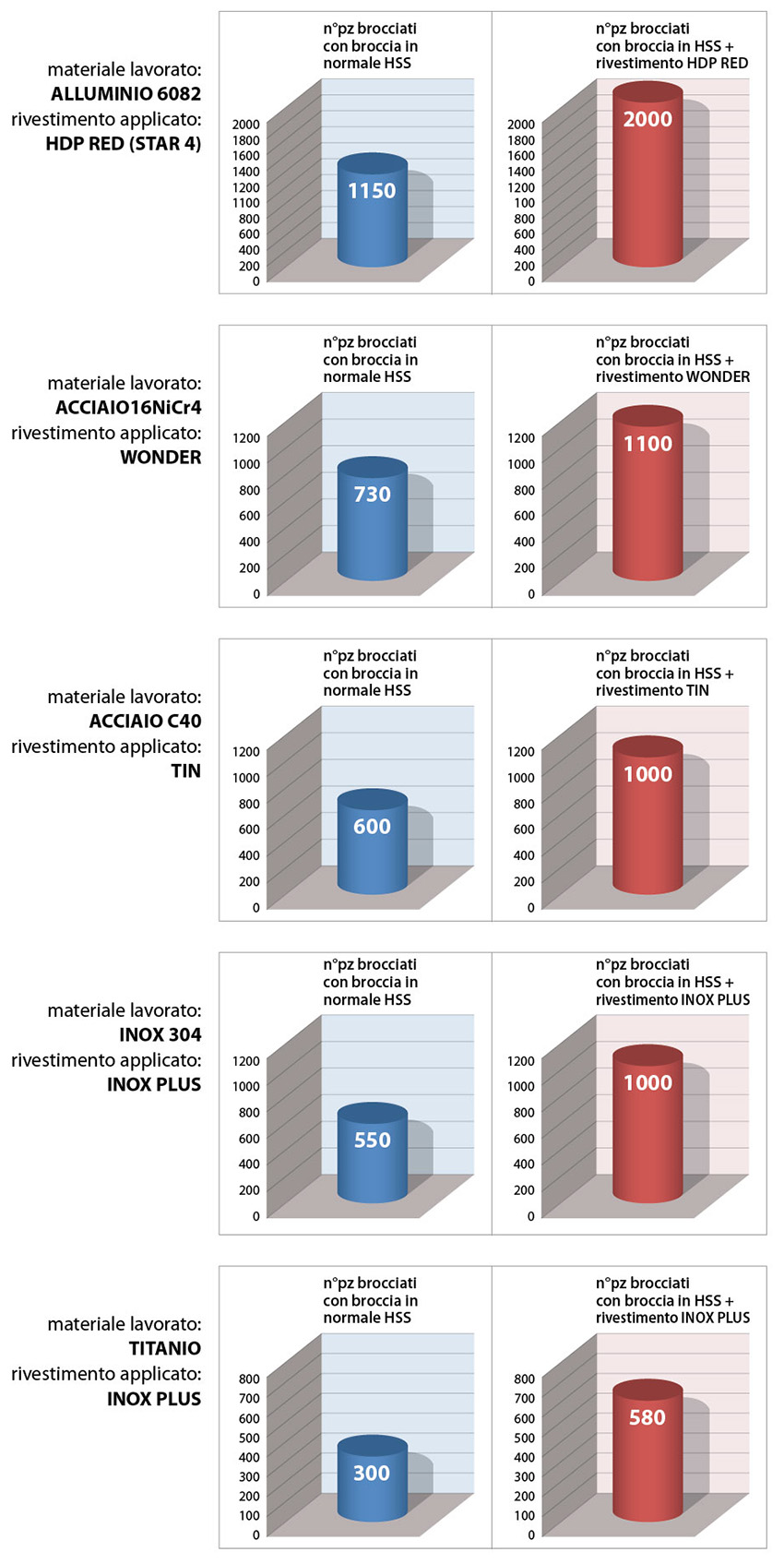
La durata degli utensili Brighetti è proporzionata dalle condizioni d’impiego, più o meno corrette, dalle caratteristiche del materiale che si deve lavorare e dalla quantità di materiale asportato in funzione della sezione da eseguire.
Suggerimenti per assicurare una maggior durata della broccia
1) Utilizzare una macchina utensile sufficientemente rigida da sopportare forti spinte assiali che possono provocare vibrazioni e/o flessioni.
2) Una maggior durata si ottiene verificando, a tempi regolari, il filo tagliente dell’utensile ed eventualmente intervenendo con leggere riaffilature frontali prima che gli spigoli si usurino eccessivamente.
La raffilatura può essere eseguita piana (angolo di spoglia zero).
Riaffilando l’utensile la dimensione del profilo si riduce progressivamente, circa 0.01 per ogni decimo di mm asportato. Al contrario, le matrici per profili esterni hanno la sezione tagliente che aumenta progressivamente.
Poichè bisogna mantenere l’asse di taglio concentrico all’asse del pezzo è necessario che la sporgenza dell’utensile dal piano d’appoggio del brocciatore resti costantemente di:
– 45 mm per il G16L
– 25 mm per G12 e G16
– 18mm per il G8
– 10 mm per il G5
In caso che la riaffilatura superi 1 mm bisognerà compensare con una rondella rettificata da montare sul gambo dell’utensile per ripristinare tale misura.
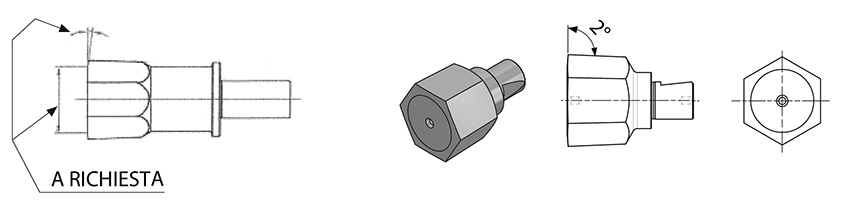
TIPI DI AFFILATURA A RICHIESTA RELATIVAMENTE AL TIPO DI MATERIALE DA LAVORARE
AFFILATURA STANDARD “Brighetti Meccanica”
Affilatura con superficie piana e angolo di spoglia a 2°.

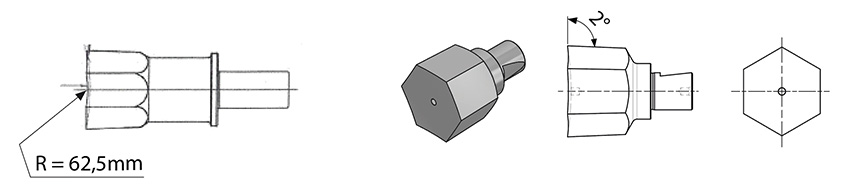
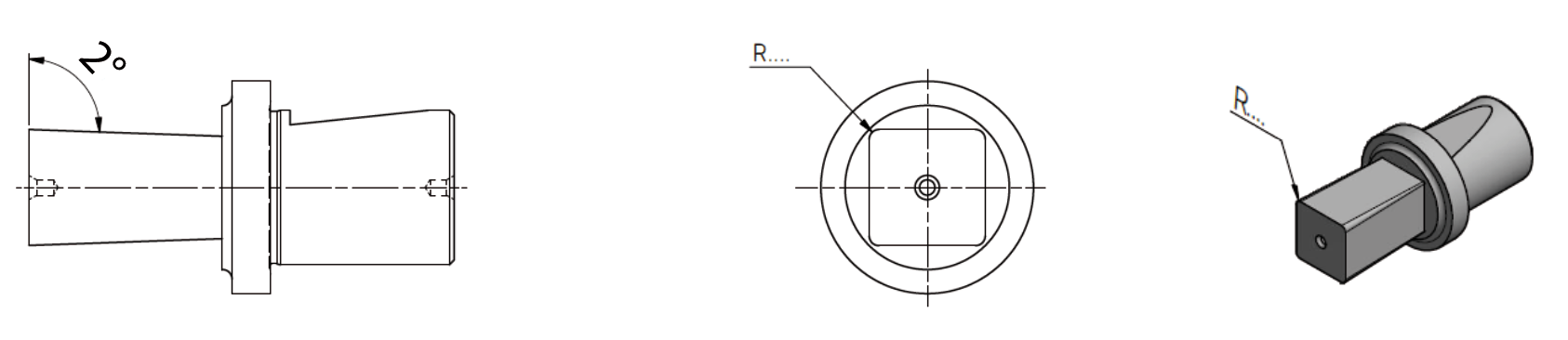
AFFILATURA A COPPA
Affilatura a richiesta per materiali non ferrosi e acciai inox con Rm inferiore a 900N/mm2 con angolo di spoglia a 2°.
AFFILATURA PIANA PERPENDICOLARE AL TAGLIENTE
Affilatura a richiesta per ghisa e acciai inox con Rm superiore a 900 N/mm2 con angolo di spoglia a 2°.
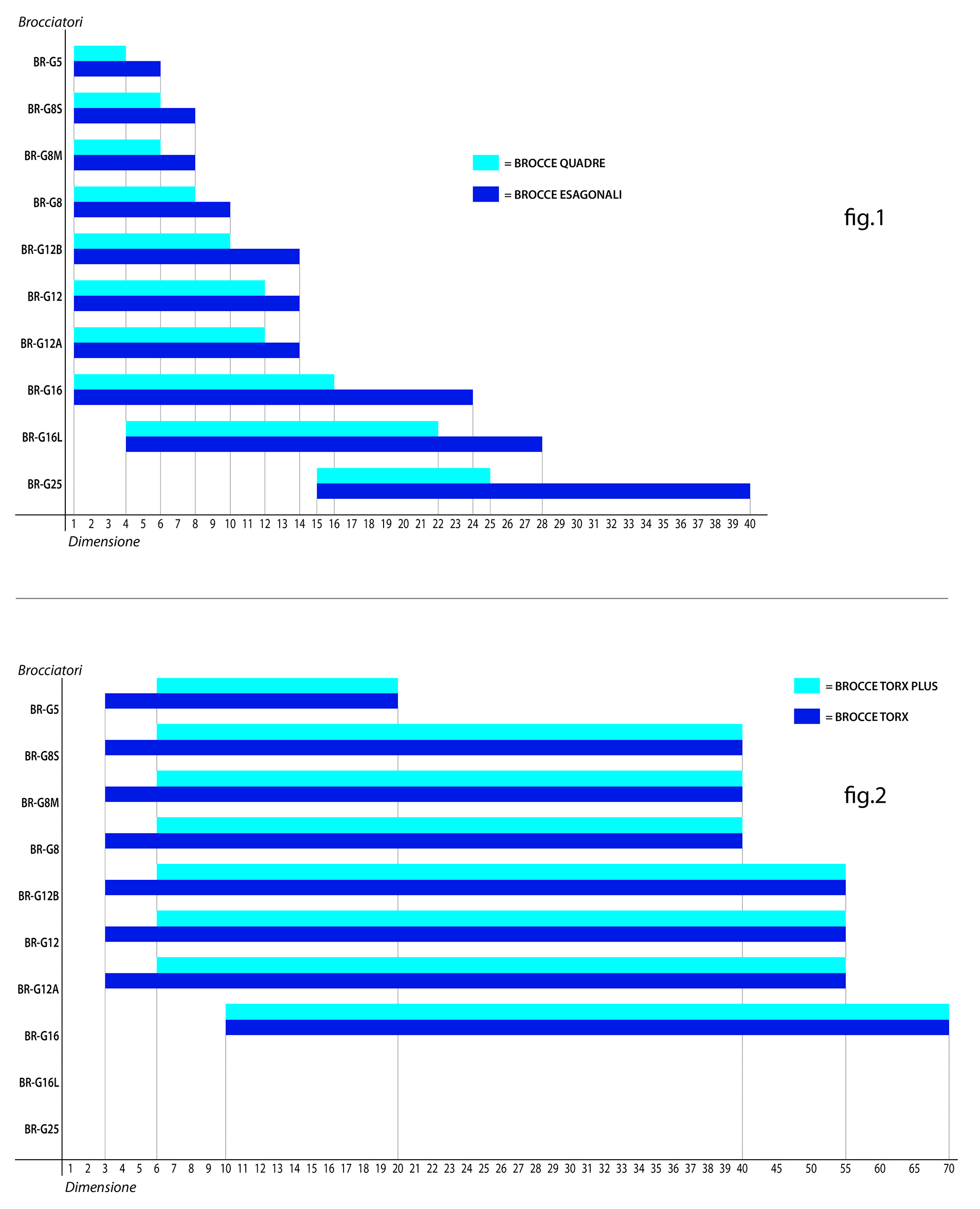
Nelle lavorazioni di cave quadrate, è bene ricordarsi che la quantità di materiale da asportare è superiore quasi del doppio rispetto ad una cava esagonale, quindi la spinta da esercitare è maggiore. Queste lavorazioni necessitano normalmente di macchine molto rigide e di notevole potenza.
Se è possibile, soprattutto oltre il quadro 20mm, si dovrebbero usare alcuni accorgimenti:
1) il preforo dovrà essere sempre più grande possibile
2) quando è possibile, si consiglia di richiedere di smussare gli spigoli in modo da togliere lo spigolo vivo che risulta essere il punto più fragile dell’utensile (vedi “TIPI DI AFFILATURA A RICHIESTA CHE PROTEGGONO LE BROCCE DALL’USURA”)
3) se la sezione quadrata viene richiesta con i quattro piani completi, si potrà utilizzare un UT-SQ a stozzare.
Naturalmente le stesse considerazioni valgono per l’esecuzione di cave esagonali di grandi dimensioni solitamente oltre i 26 mm.
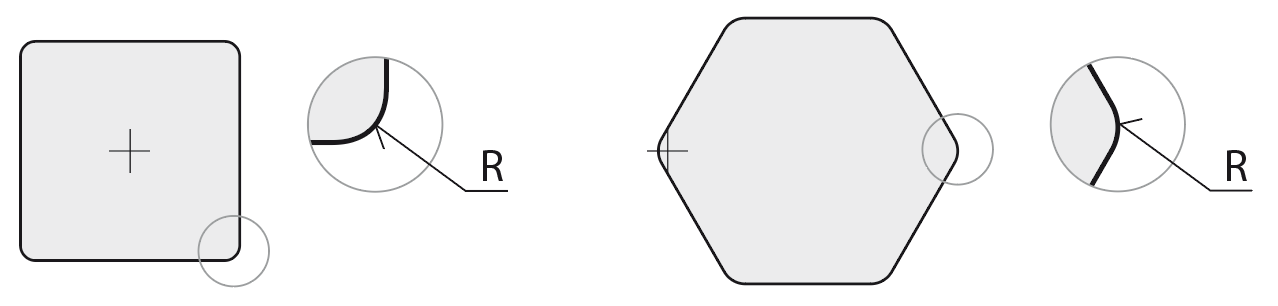
TIPI DI AFFILATURA A RICHIESTA CHE PROTEGGONO LE BROCCE DALL’USURA
Per evitare od ovviare alla possibile rottura/scheggiatura degli spigoli dovuto alla resistenza del materiale, le brocce possono essere affilate come indicato nelle seguenti figure:
SPIGOLI CON RAGGIO
profilo quadro / esagonale
Broccia quadra con SPIGOLI RAGGIATI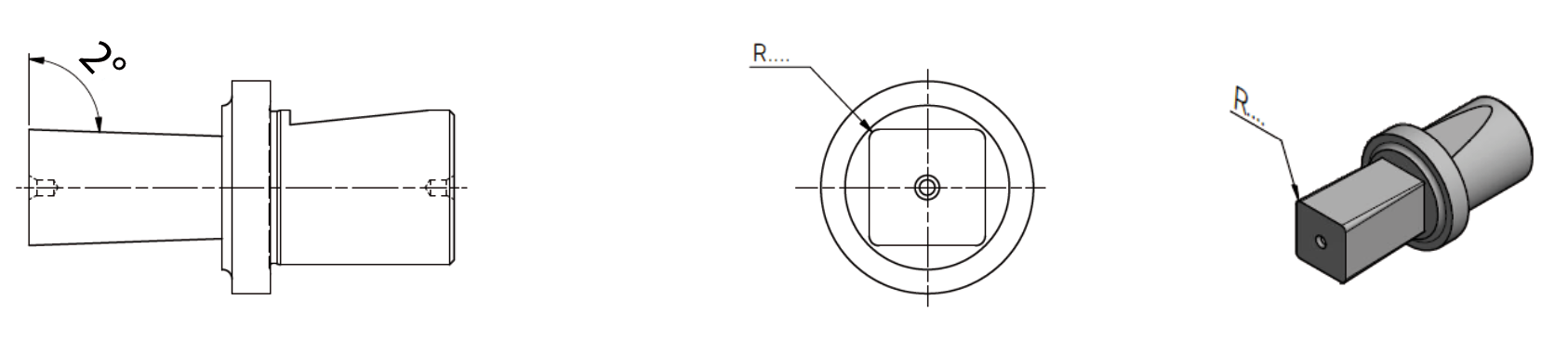
SPIGOLI CON DIAMETRO RETTIFICATO
profilo quadro / esagonale
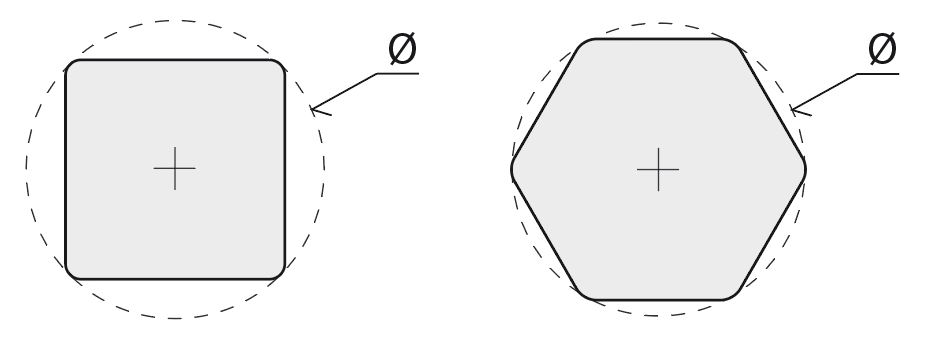
Broccia quadra con SPIGOLI RETTIFICATI
SPIGOLI SMUSSATI
profilo quadro / esagonale
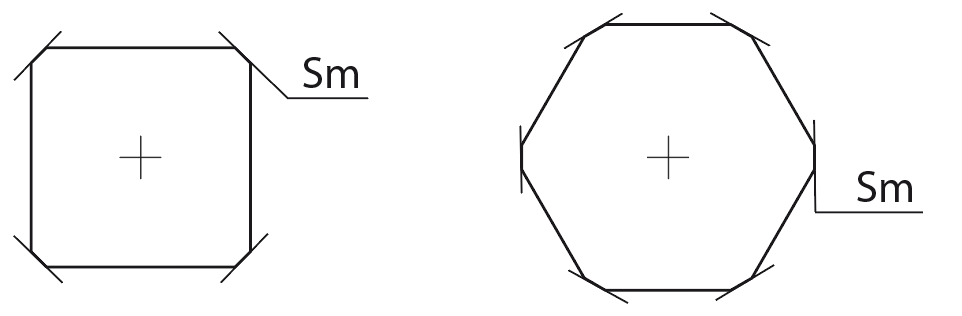
Broccia quadra con SPIGOLI SMUSSATI

LAVORAZIONI PROFILI SPECIALI
1 – DENTATURA EVOLVENTI (es. DIN 5480):
2 – DENTI MANCANTI:
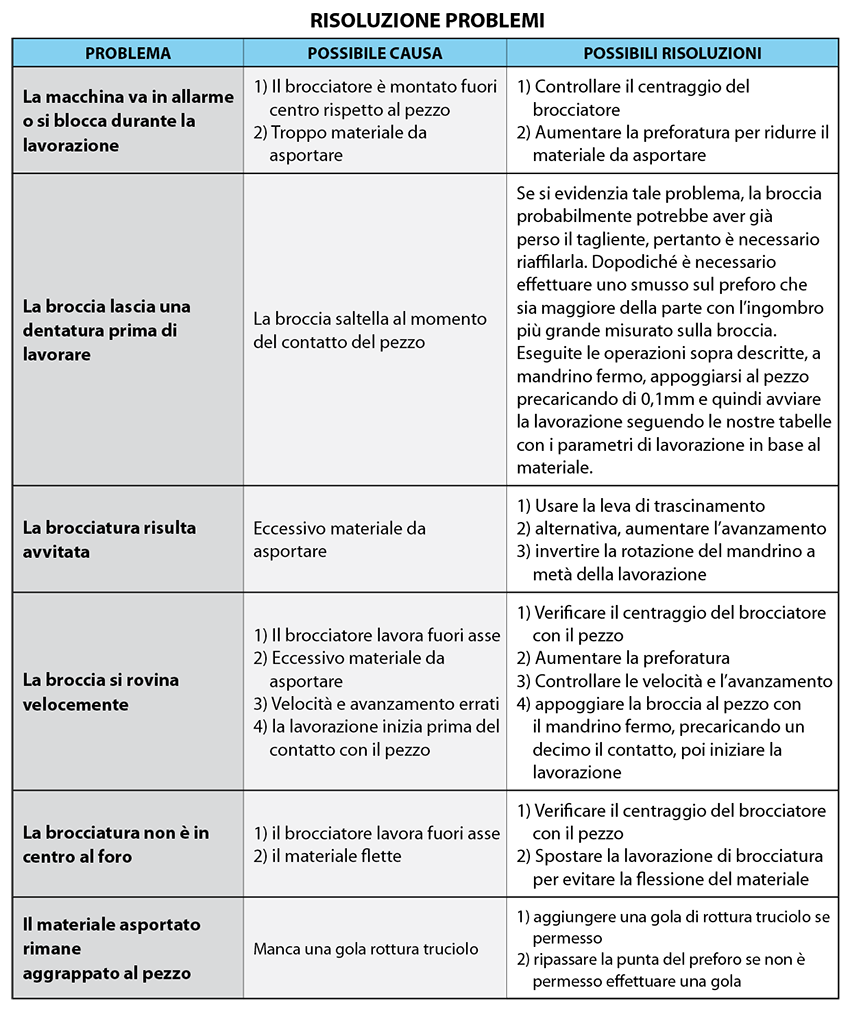
Ecco alcune indicazione per risolvere i problemi durante la lavorazione a macchina: