As dimensões totais da brocha + brocha variam em função do tipo de brocha e podem ser:
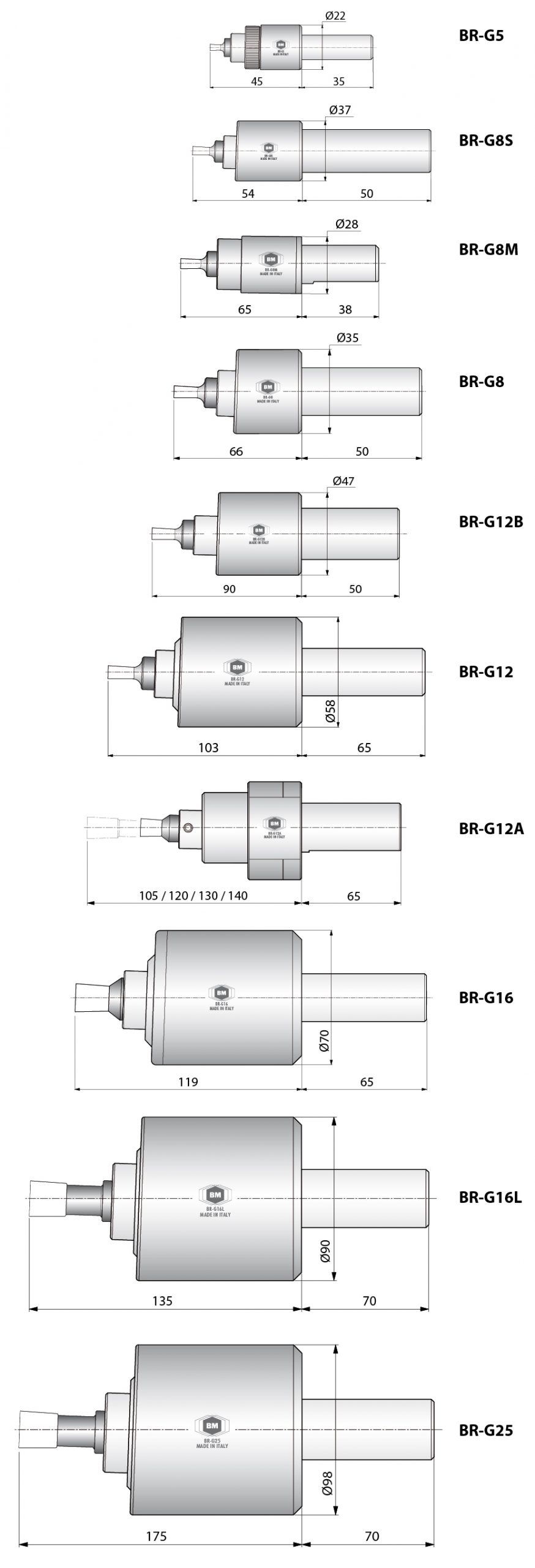

As dimensões totais da brocha + brocha variam em função do tipo de brocha e podem ser:
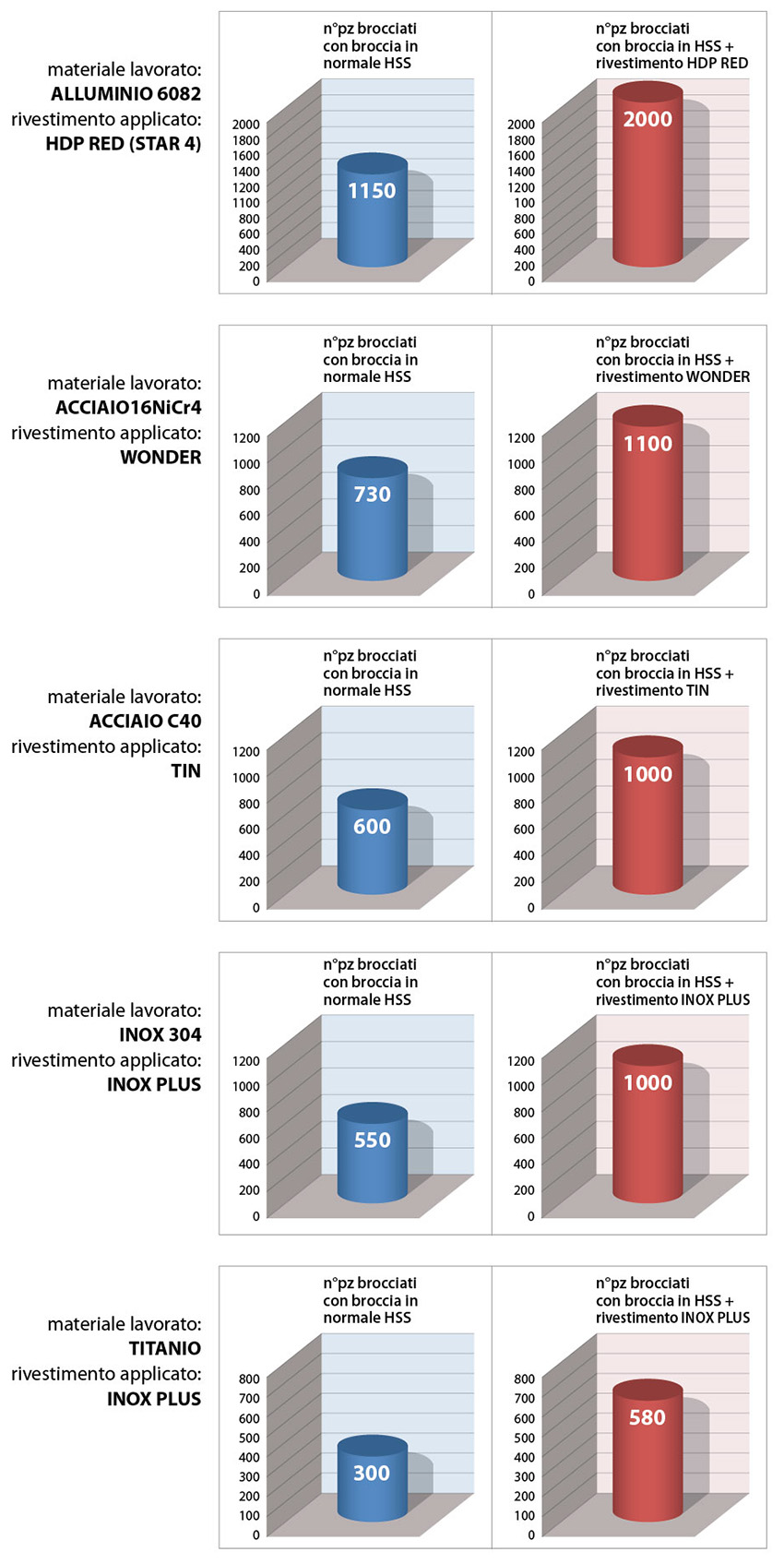
A vida útil das ferramentas Brighetti é proporcional às condições de utilização, mais ou menos correctas, às características do material a maquinar e à quantidade de material removido em relação à secção a executar.
Dicas para assegurar uma vida mais longa da brocha
1) Utilizar uma máquina ferramenta que seja suficientemente rígida para resistir a fortes impulsos axiais que possam causar vibração e/ou flexão.
2) Uma vida útil mais longa é alcançada através da verificação do fio de corte da ferramenta a intervalos regulares e, se necessário, intervindo com uma ligeira recarga antes que os fios fiquem excessivamente gastos.
O corte pode ser efectuado de forma plana (ângulo de inclinação zero).
Ao recarregar a ferramenta, o tamanho do perfil é progressivamente reduzido, aproximadamente 0,01 para cada décimo de mm retirado. Em contraste, as matrizes para perfis externos têm uma secção transversal de corte progressivamente crescente.
Como é necessário manter o eixo de corte concêntrico ao eixo da peça, é necessário que a protuberância da ferramenta da mesa de brocagem se mantenha constantemente:
– 45 mm para o G16L
– 25 mm para G12 e G16
– 18mm para o G8
– 10 mm para o G5
No caso de a retificação exceder 1 mm, será necessário compensar com uma máquina de lavar a terra a ser montada na haste da ferramenta para restaurar esta medida.
TIPOS DE AFIAÇÃO A PEDIDO, DEPENDENDO DO TIPO DE MATERIAL A SER MAQUINADO
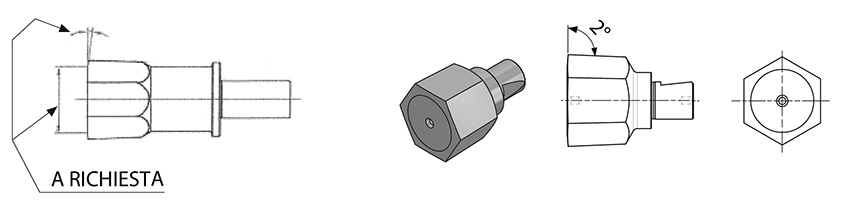
STANDARD SHARPENING ‘Brighetti Meccanica
Afiação com superfície plana e ângulo de inclinação de 2°.

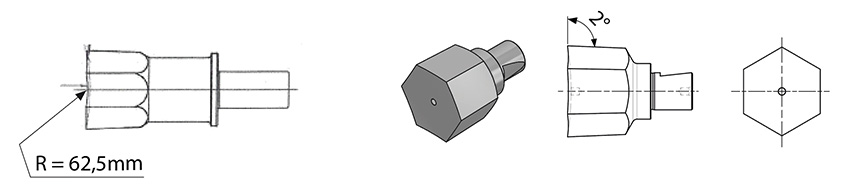
GRELHAS DE CUPO
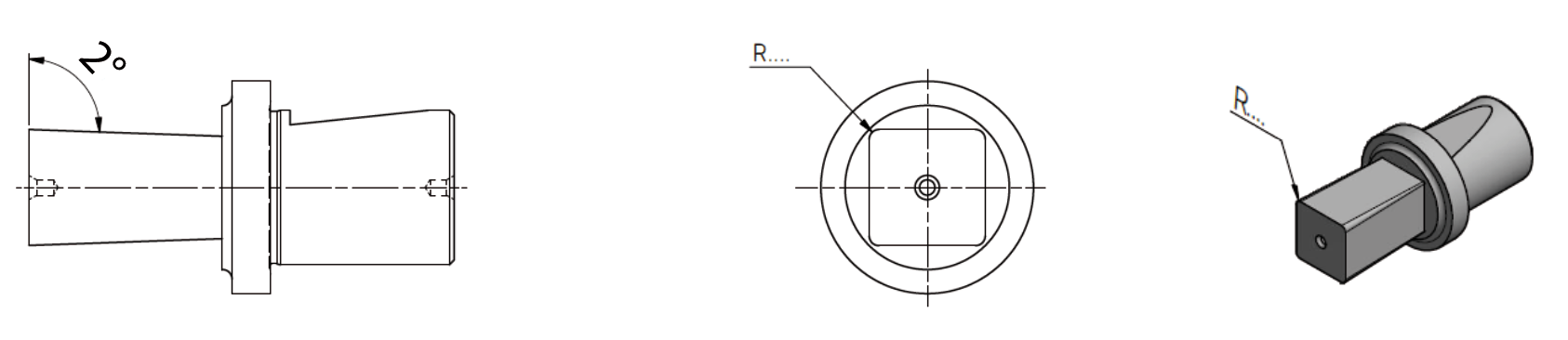
Afiação a pedido para materiais não ferrosos e aços inoxidáveis com Rm abaixo de 900N/mm2 com ângulo de inclinação de 2°.
MOAGEM PLANA PERPENDICULAR À ARESTA DE CORTE
Afiação a pedido para ferro fundido e aços inoxidáveis com Rm acima de 900 N/mm2 com ângulo de inclinação de 2°.
Ao maquinar pedreiras quadradas, deve-se lembrar que a quantidade de material a ser removida é quase o dobro do que numa pedreira hexagonal, pelo que o impulso a ser exercido é maior. Estes processos requerem normalmente máquinas muito rígidas e poderosas.
Se for possível, especialmente para além do quadrado de 20mm, devem ser utilizados certos truques:
1) o pré-hole deve ser sempre o maior possível
2) sempre que possível, é aconselhável pedir que as arestas sejam chanfradas de modo a remover a aresta afiada, que é o ponto mais frágil da ferramenta (ver“TIPOS DE PARTILHAR QUE PROTEGER PROTEGEM DA GUERRA“)
3) se a secção quadrada for solicitada com os quatro planos completos, pode ser utilizado um UT-SQ.
Evidentemente, as mesmas considerações aplicam-se à execução de grandes ranhuras hexagonais, geralmente superiores a 26 mm.
TIPOS DE AFIAÇÃO A PEDIDO QUE PROTEGEM OS BROCHES DO DESGASTE
Para evitar ou obviar a possível quebra/quebra de bordas devido à resistência do material, os bordos podem ser afiados como se pode ver nas figuras seguintes:
ARESTAS COM RAIO
perfil quadrado/hexagonal
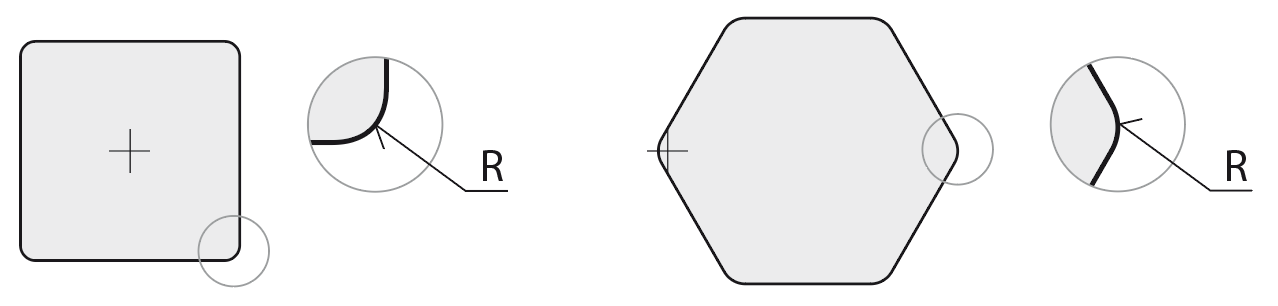
Broche quadrado com SPIGULARES RAGOSOS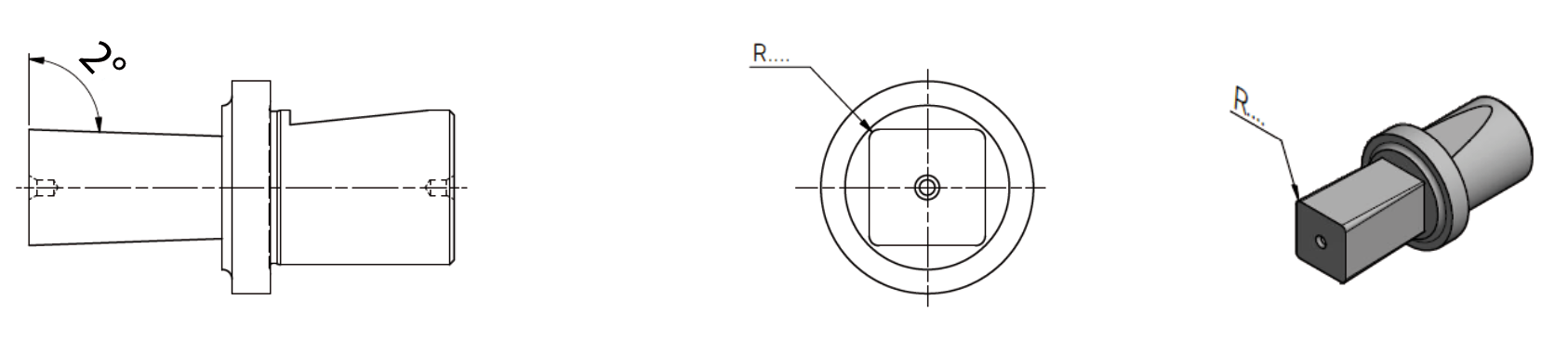
BORDOS COM DIÂMETRO RETIFICADO
perfil quadrado/hexagonal
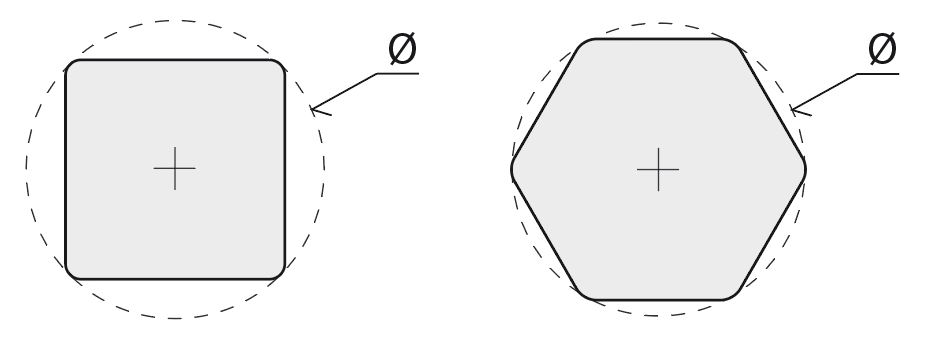
Brocha quadrada com ESPÍRITOS RECTIFICADOS
EDGES NIVELADOS
perfil quadrado/hexagonal
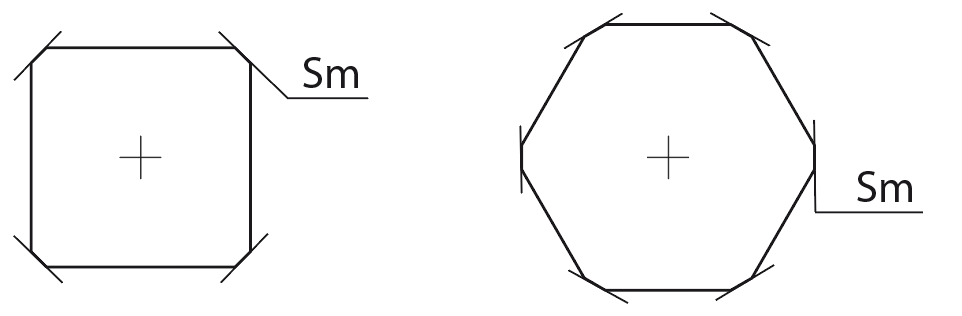
Brocha quadrada com bordas rombas

MAQUINAGEM DE PERFIS ESPECIAIS
1 – TESTE DE EVOLUÇÃO (por exemplo, DIN 5480):
2 – DENTES EM FALTA:
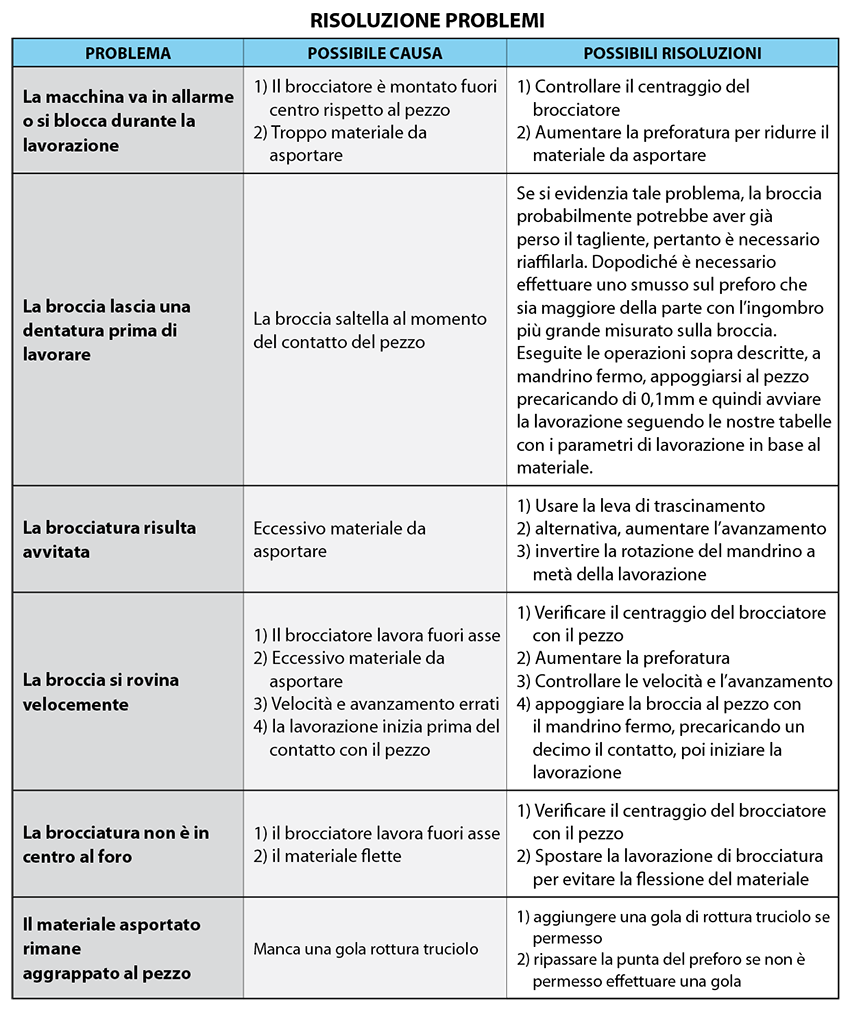
Aqui estão algumas indicações para a resolução de problemas durante a maquinação: