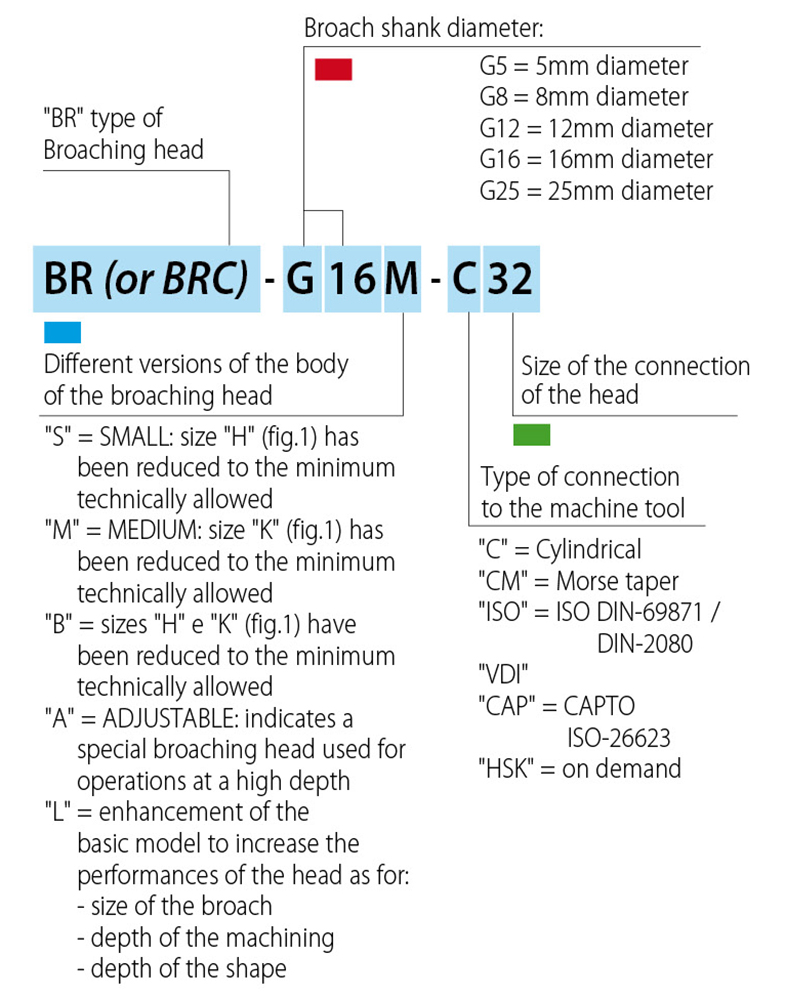
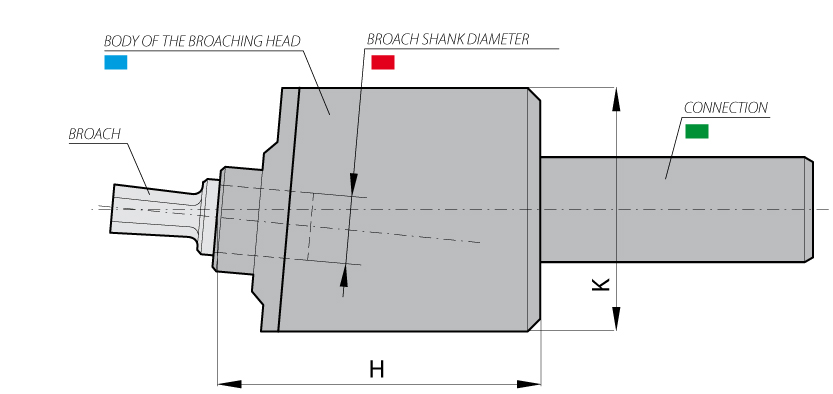
At the opposite side of the body of the broaching head from the spindle there is the connection to the machine tool. The broaching head is available with several kind of connections in order to be installed on a wide range of machine tools:
> Cylindrical connection
> Morse taper connection
> ISO-DIN 69871 / DIN 2080 connection
> VDI connection
> CAPTO ISO-26623 connection